Precautions
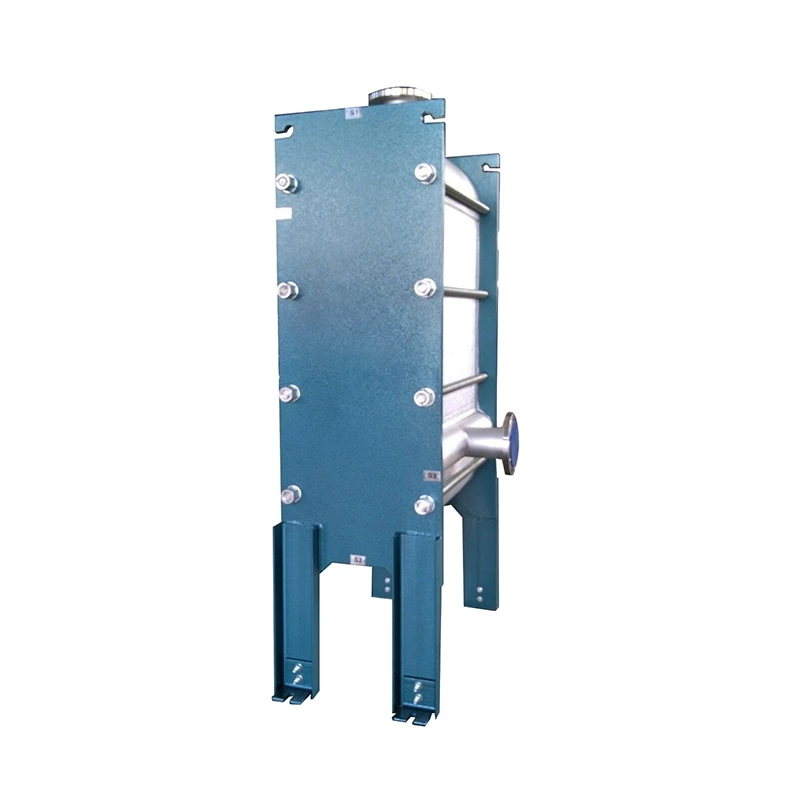
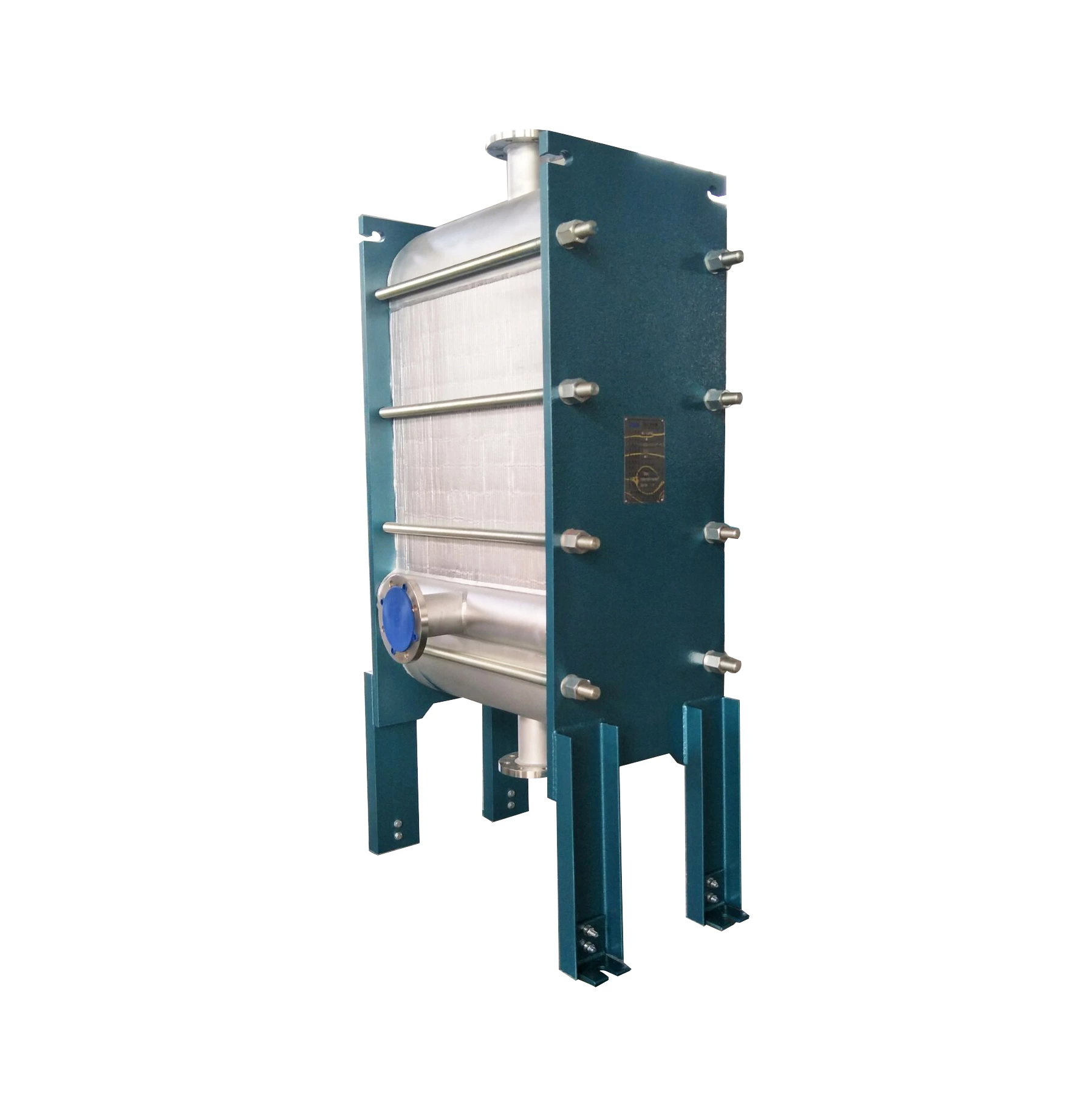
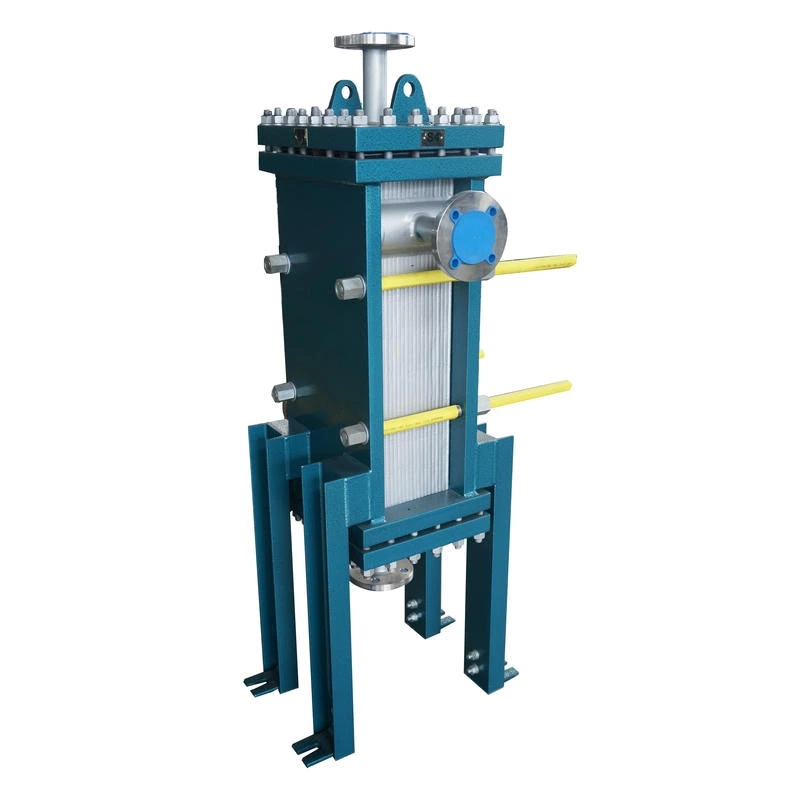
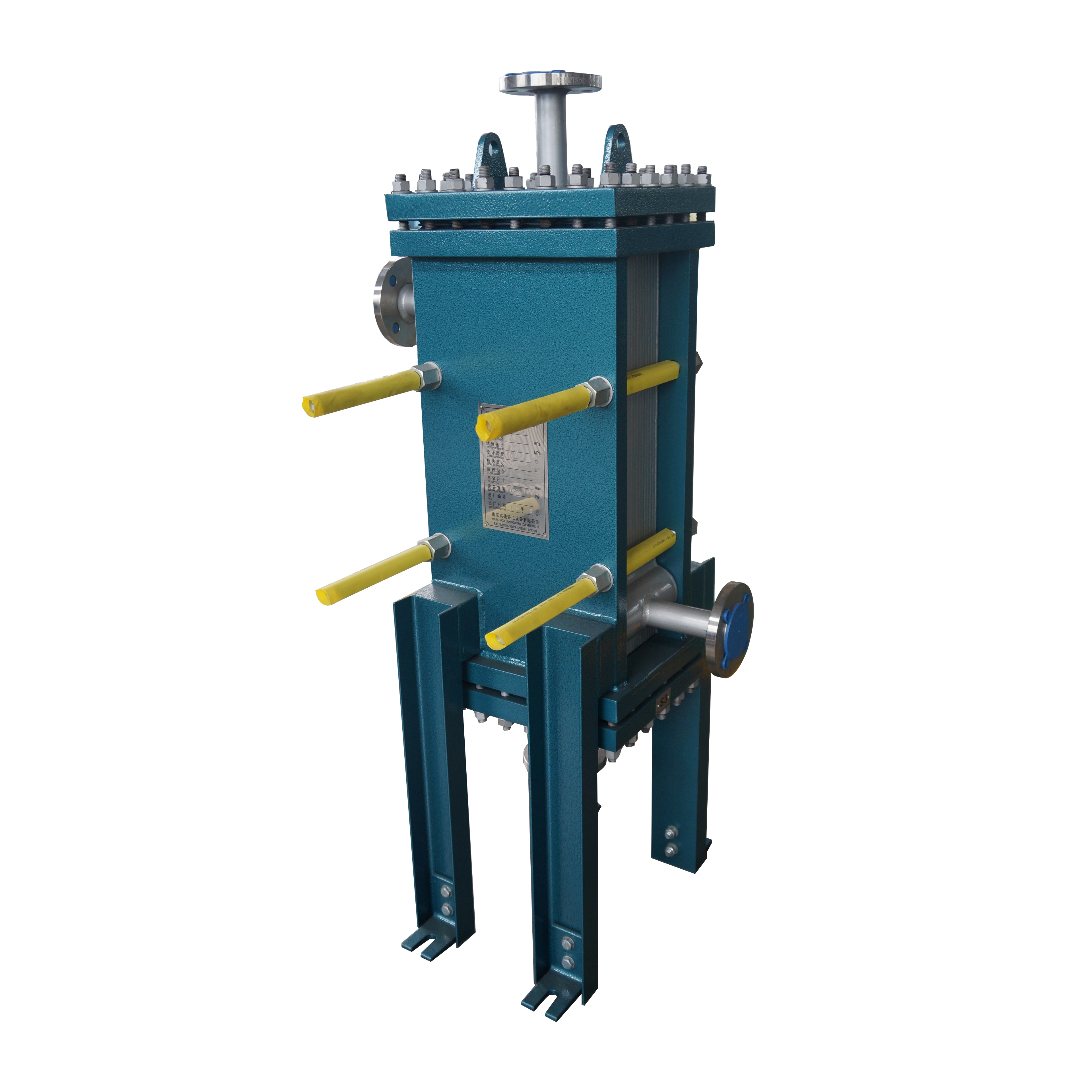
The fully welded plate heat exchanger, due to its compact structure, high efficiency and energy conservation, is widely used in the chemical, petroleum, power and other industries. To ensure its safe and stable operation, the following precautions should be observed:
1. Design and selection stage
Medium compatibility: Confirm that the heat exchanger material (such as stainless steel, titanium, etc.) is compatible with the corrosiveness, temperature, and pressure of the medium to avoid corrosion or leakage.
Operating parameters: Strictly calculate the design pressure, temperature range (including peak values), flow rate, and pressure drop to avoid operation beyond the specified conditions.
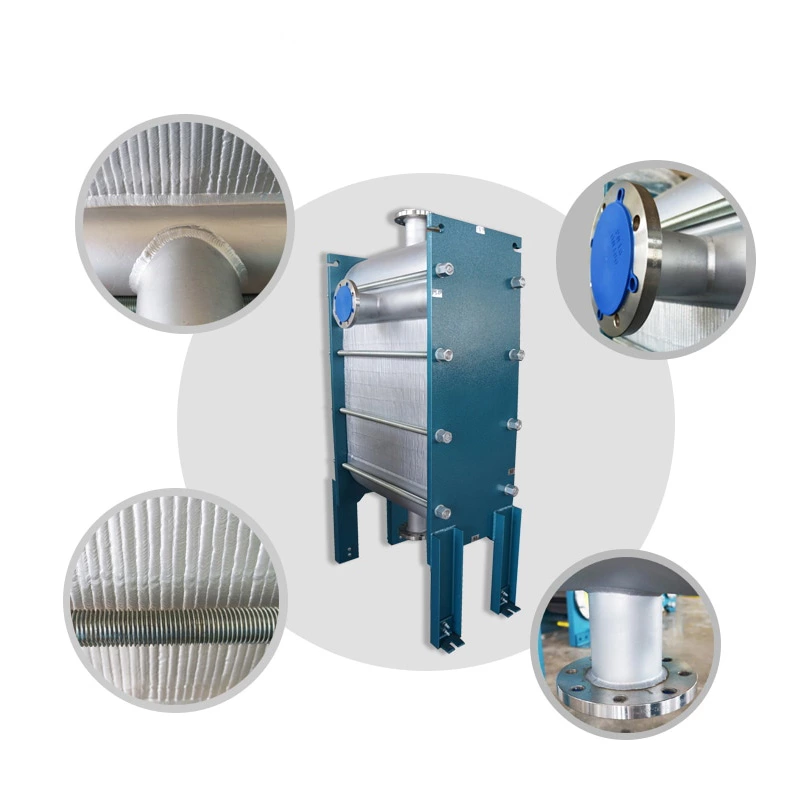
Welding process: Select the appropriate welding technology for the material and medium (such as TIG welding) to ensure that the weld seams are free of defects.
2. Installation and Commissioning
Installation Direction: Install according to the flow direction marking to avoid reverse installation or misalignment, which may lead to efficiency reduction or damage.
Pipe Stress: The inlet and outlet pipes should be independently supported to reduce the load on the heat exchanger and prevent cracking at the welding joints.
Flushing System: Thoroughly flush the pipes before installation to remove welding slag and impurities that may clog the flow channels.
Pressure Test: Conduct a hydrostatic test (1.25 to 1.5 times the design pressure) before the first use to check the weld seal.
3. Operation and Maintenance
Start-up and shutdown operations:Start-up: First, introduce the low-temperature fluid, then slowly introduce the high-temperature fluid to avoid thermal shock.
Shutdown: First, cut off the high-temperature side, wait for the equipment to cool down, and then shut off the low-temperature side. Drain the residual liquid (to prevent freezing or corrosion).
Monitoring parameters:
4. Cleaning and Maintenance
Chemical cleaning: Select acidic or alkaline cleaning agents based on the type of scale (such as water scale, oil scale, etc.), and avoid corroding the plates.
Mechanical cleaning: Do not use hard tools to scrape theplates to prevent damage to the surface corrugations or coatings.
Cleaning frequency: Develop a plan based on the increase in pressure drop or the decline in efficiency. Generally, it is recommended to clean 1 to 2 times a year.
5. Safety Precautions
Leakage Handling: Shut down immediately upon discovering a leak. Welding repairs should be carried out by professionals to avoid operating while faulty.
Anti-freezing Protection: When shutting down in cold environments, drain the medium or add antifreeze to prevent cracking due to freezing.
Electrical Safety: If equipped with an electric heating system, regular checks on insulation and grounding should be conducted.
6. Maintenance and Scrapping
Non-disassemblability: The fully welded structure cannot have individual plates replaced. Severe damage requires the entire unit to be replaced.
Regular Inspection: It is recommended to conduct non-destructive testing (such as radiography or ultrasonic testing) every 3 to 5 years to assess the aging of welds.
Scrapping Criteria: Mandatory scrapping occurs when there is extensive corrosion, weld cracking, or loss of pressure-bearing capacity.
technical specification
| Item |
Value |
Item |
Value |
| Corrugation Angle |
100° |
Corner Hole Diameter (mm) |
Φ100 |
| Corrugation Normal Pitch (mm) |
9.19 |
Plate Blanking Size |
500×500×0.8 |
| Corrugation Depth (mm) |
2.5 |
Single Plate Area (m²) |
0.15 |
| Equivalent Diameter (mm) |
5 |
Plate Outer Dimensions (mm) |
Φ480 |